
Лазердик кесүүкесиле турган материалга лазер нурун нурландыруу, ошону менен материал ысытылат, эрийт жана бууланат, ал эми эритинди жогорку басымдагы газ менен үйлөп, тешик пайда кылат, андан кийин нур материалга жылат жана тешик тынымсыз жарака пайда кылат.
Жалпы термикалык кесүү технологиясы үчүн, пластинанын четинен баштала турган бир нече учурларды кошпогондо, алардын көбү табакка кичинекей тешик тешип, анан кичинекей тешиктен кесүүнү баштоо керек.

негизги принцибилазердик пирсингбул: металл пластинкасынын бетине белгилүү бир энергетикалык лазер нуру чачылганда, анын бир бөлүгү чагылышынан тышкары, металл сиңирген энергия металлды эритип, эриген металл бассейнин пайда кылат.Металлдын бетине салыштырмалуу эриген металлдын сиңүү ылдамдыгы жогорулайт, башкача айтканда, металлдын эришин тездетүү үчүн көбүрөөк энергия сиңирилиши мүмкүн.Бул учурда, энергия жана аба басымын туура көзөмөлдөө эриген бассейндеги эриген металлды алып салууга жана металлдын ичине киргенге чейин эриген бассейнди тынымсыз тереңдетүүгө болот.
Практикалык колдонмолордо Пирс адатта экиге бөлүнөт: импульстук пирсинг жана жарылуу пирсинг.
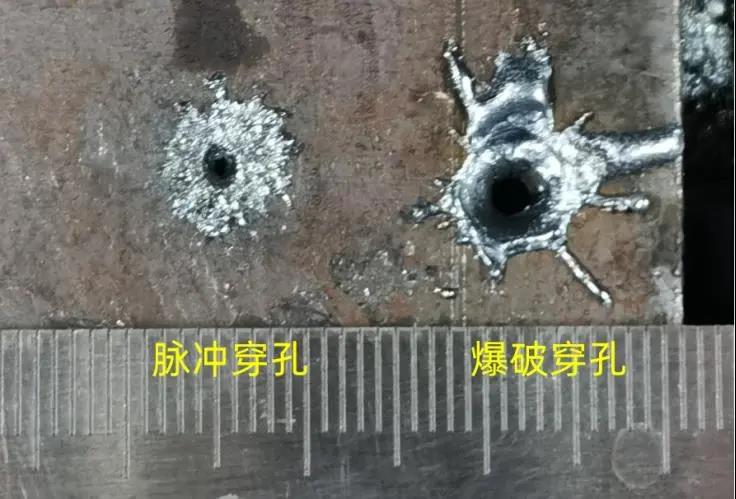
1. Импульстун тешүү принциби кесиле турган пластинаны нурлантуу үчүн жогорку чоку күчү жана аз иштөө цикли менен импульстук лазерди колдонуу болуп саналат, андыктан аз өлчөмдөгү материал эрип же бууланып, тешик аркылуу тешик аркылуу чыгарылат. үзгүлтүксүз согуу жана көмөкчү газдын биргелешкен аракети астында жана үзгүлтүксүз.барак кирип чейин акырындык менен иш.
Лазердик нурлануу убактысы үзгүлтүктүү жана ал колдонгон орточо энергия салыштырмалуу аз, ошондуктан иштетилүүчү бүт материал тарабынан сиңирилген жылуулук салыштырмалуу аз.Перфорациянын айланасында калдык жылуулук азыраак болот, ал эми тешүү жеринде азыраак калдык калат.Мындай жол менен тешип тешиктер да салыштырмалуу үзгүлтүксүз жана кичинекей өлчөмү болуп саналат, жана, негизинен, баштапкы кесүү эч кандай таасири жок.
Посттун убактысы: Январь-08-2022