


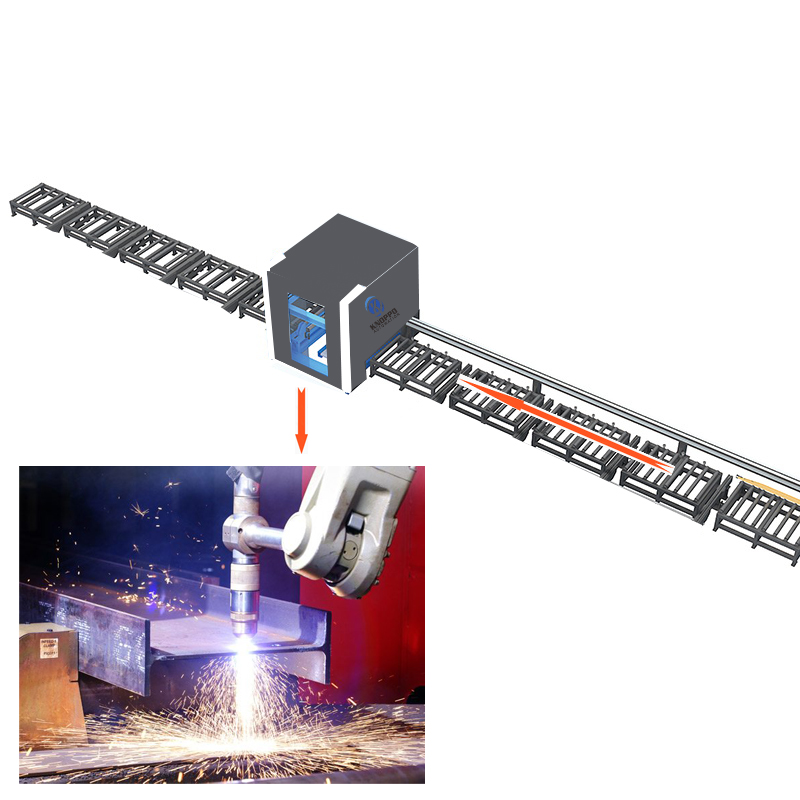
Бул H устун кесүүчү машина курулушта, химиялык, кеме курууда, машина курууда, металлургияда, электр энергетикасында жана башка тармактарда түтүктөрдүн структуралык бөлүктөрүн кесүүдө жана иштетүүдө кеңири колдонулат.Мурда мындай кайра иштетүүнүн көбү артта калган жана татаал операция ыкмаларын, мисалы, прототиптерди жасоо, сызуу, кол менен лифттөө, кол менен кесүү жана кол менен жылтыратууну колдонушкан.CNC кесилишкен сызык кесүүчү станок мындай деталдарды абдан ыңгайлуу кесип жана иштете алат.Оператордун эсептөө же программалоонун кереги жок.Сиз бир гана түтүктүн радиусун, кесилиш бурчун жана түтүктүн кесилишкен системасынын башка параметрлерин киргизишиңиз керек, ал эми машина түтүктүн кесилишкен сызыгын автоматтык түрдө кесип алат.кесилишкен сызык тешиктери жана ширетүүчү оюктар.CNC түтүк кесилишкен сызык кесүүчү машина санариптик башкарууну кабыл алат, жана жабдуулар [башкаруу окторунун саны экиден алтыга чейин огу жана башка ар кандай моделдер.Ар бир модель, мисалы, жумуш убактысы катары кесүү учурунда башкаруу огу бири-бирине ишке ашырат, жана ар кандай кесилишкен сызыктарды жана кесилишкен тешиктерди кесүү милдеттери бар;туруктуу бурчтуу бурчтук, туруктуу чекиттүү жандык жана өзгөрүлмө бурчтуу кесүү функциялары;түтүктү кесүү компенсация функциясы
| Жумушчу аймак | аты | Параметрлер |
| H нур/I нур/Channel Steel/Angle Steel Beam | 600мм-1500мм | |
| Кесүү ыкмасы | Плазма/Жалын | |
| Натыйжалуу кесүү узундугу | 12м | |
| Профиль кесүү формасы | Туруктуу узундугу түз кесилген, туруктуу узундугу кыйгач кесилген | |
| Колдонулуучу материалдар | Көмүртек структуралык болот, дат баспас болот | |
| Кесүү | Плазма энергия булагы | 200A |
| ыкмасы | Плазма кесүү калыңдыгы | Пирс кесүү калыңдыгы 1-45мм |
| Окси күйүүчү май кесүү калыңдыгы | Вертикалдуу кесүү калыңдыгы <60мм | |
| Кесүү кесүү | ±45. | |
| Машина тактык | Узундугу боюнча кесүү тактыгы | ±1,5мм |
| Кесүү ылдамдыгы | 10 〜2000мм/мин | |
| Жылдыруу ылдамдыгы | 10 〜6000 мм/мин | |
| Ось | Робот огу | X огу: кесүүчү факелдин солго жана оңго кыймылы |
| Y1 Axis & Y2 Axis: Чыныгы эки тараптуу синхрондоштуруу огу: кесүүчү факелдин алдыга жана артка кыймылы | ||
| А огу: кесүүчү факелдин айлануусу | ||
| B огу: кесүүчү факелдин ийилиши | ||
| C огу: тышкы даярдалган бөлүгү горизонталдуу азыктандыруу үчүн | ||
| ZAxis: кесүүчү факел өйдө жана ылдый | ||
| Салмагы | Кесүү үчүн максималдуу профиль салмагы | 5000кг |
Үлгү
Video
-
Rollerbed Чоң Диаметри CNC түтүктөрүн кесүүчү конус...
-
5 огу CNC чарчы жана тегерек түтүк түтүк плазма Cu ...
-
6 Axis H Beam CNC кескич плазма кесүү менен күрөшүү ...
-
Робот CNC плазма түтүк профилин кесүүчү машина ...
-
Металл түтүк жана барак CNC плазма кескич
-
H нурун даярдоо линиясы Автоматтык H нурун кесүү...





